
数控刀具 , 倒角刀 , 去毛刺刀 , 丝锥 , 快速钻 , 滚压刀 , 镗刀 , 铣刀 , 刀柄 电话咨询 189****9730 手机浏览 纠错/管理
内孔滚压刀 提高孔内光洁度 无锡赛万特
收藏 2023-10-08


内孔滚压刀 提高孔内光洁度 无锡赛万特
内孔盲孔滚压刀 内圆滚压工具 挤压刀 内径滚光工具滚压刀滚压头





滚压刀也称滚压头.滚挤刀.挤压刀等
滚压刀能在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的.无论用何种金属加工刀具加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象。滚压刀是利用机械挤压的原理,获得光洁如镜的金属表面的一种机械无切削的塑性加工方法。
滚压头分为普通车床专用的滚压头和深孔钻镗床专用深孔滚压头,以上是普通车床专用的滚压头,这是深孔钻镗床专用的滚压头.
盲孔滚压刀 镜面滚压刀具盲孔滚压刀
滚压刀柄部形式:有直柄、莫氏锥柄(如图)、螺纹柄、BT柄、十字柄等,
柄部的不同只是为了适应加工的机床使用,如:钻床、铣床、车床、镗床、加工中心、攻钻专机等。
而滚压刀的内部结构没有其它变化,为适应加工工件的不同,有不同的尺寸要求,滚压刀基本是根据工件的需要定制,要扩大滚压刀具的加工范围,就必须考虑工件的尺寸范围,并确定滚压刀的加工与调节范围,以扩大使用范围,从而降低刀具的采购成本。
内盲孔滚压刀 内圆滚压工具 挤压刀 内径滚光工具 实物图:


滚压头加工参数
工件直径(mm) | 4-15 | 16-25 | 26-45 | 46-75 | 76-100 | 101-140 | 141-200 |
预留滚压量(mm) | 0.005-0.020 | 0.01-0.025 | 0.015-0.03 | 0.02-0.04 | 0.025-0.05 | 0.04-0.08 | 0.05-0.13 |
转速r/min | 1200-800 | 1000-700 | 800-600 | 600-400 | 500-300 | 400-250 | 250-100 |
进给速度mm/rev | 0.1-0.4 | 0.2-0.5 | 0.3-0.8 | 0.4-1.0 | 0.5-1.2 | 0.8-1. | 1.2-1.5 |
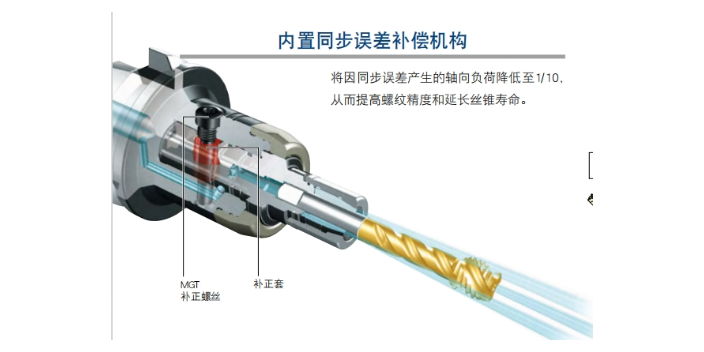
滚压加工原理:
滚压加工是将高硬度且光滑的滚柱与金属表面滚压接触,使其表面层发生局部微量的塑性变形后得到改善表面粗糙度的塑性加工法的一种。
短时间内改善表面粗糙度的同时表面被加工硬化,并且由于产生压缩残留应力可得到具有耐久性的表面。









我是采购商/买家
发布采购需求,免费帮您挑选优质企业
最新供应
嘉兴高架全钢地板多少钱 江苏天律地板供应西藏生物实验室仪器设备销售 成都华诚仪器供应苏州精轧镀铜钢带制造厂 抱诚守真 常州衡泰电器供应杭州运动服数码印花急单 服务为先 杭州依翰丝绸文化创意供应广州品牌复合材料哪里有卖的 江苏一瑞达复合材料技术供应江西FRP送排风连接管件价格 南京海世欧环保科技供应广州钢筋工找活直招 建安汇招工找活平台供应镇江电气无尘室装修单位 杭州聚佰净净化工程供应安徽18650锂电池 上海继嗯电池供应贵州历史悠久53度酱香酒厂家价格 服务为先 补台酒业供应福建紧定螺钉 嘉兴奥展实业供应内开内倒窗价格 浙江研和新材料股份供应南昌磁力传动磁性联轴器售价 深圳市星创磁业供应永磁涡流磁性联轴器报价 深圳市星创磁业供应手提式管道内窥镜机器人 值得信赖 上海威脉科技供应安徽包装盒代加工 信息推荐 南京创奇包装制品供应东莞讲解类同步练习推荐 广州品学文化传播供应湛江语文初中教辅基础练习 广州品学文化传播供应上海射频天线夹具经销商 真诚推荐 深圳市欣同达科技供应深圳刮刮墨厂家 服务至上 广州乐迪新材料科技供应上海低精度变送器厂家排名 南京瑞控电供应重庆日用品珍珠棉按需定制 客户至上 南京润庆包装供应黄冈室外配电箱市价 武汉鑫起禾贸易供应十堰国产拼接屏 武汉盛显优视电子供应新疆水运运输 服务至上 广州正行物流供应现代化M16连接器厂家批发价 深圳市思大电子供应深圳农村殡仪价格 惠州市佰礼商务供应徐州尼龙滑块非标定制 山东悦洋橡胶制品供应广东失效分析报价 联华检测技术服务供应珠海特点精密冲压件大概价格 真诚推荐 东莞市鼎烨五金制品供应