
数控刀具 , 倒角刀 , 去毛刺刀 , 丝锥 , 快速钻 , 滚压刀 , 镗刀 , 铣刀 , 刀柄 电话咨询 189****9730 手机浏览 纠错/管理
金刚石挤压刀 镜面滚压刀具 无锡赛万特
收藏 2023-10-08


金刚石挤压刀 镜面滚压刀具 无锡赛万特


使用参数(以下参数请根据实际加工中具体情况而定)
---------------------------------------------------------
工件余量:0.01mm
滚 压 量:0.01-0.05mm(单边)
润 滑:乳化液或油;经过过滤的润滑剂(< 40 μ m)可提高表面
质量和刀具寿命
上道工序表面:表面粗糙度达到 Rz15 μ m 以下
工件*大硬度:HRC65
切削速度:100m/min
进给速度:0.05-0.2mm/rev

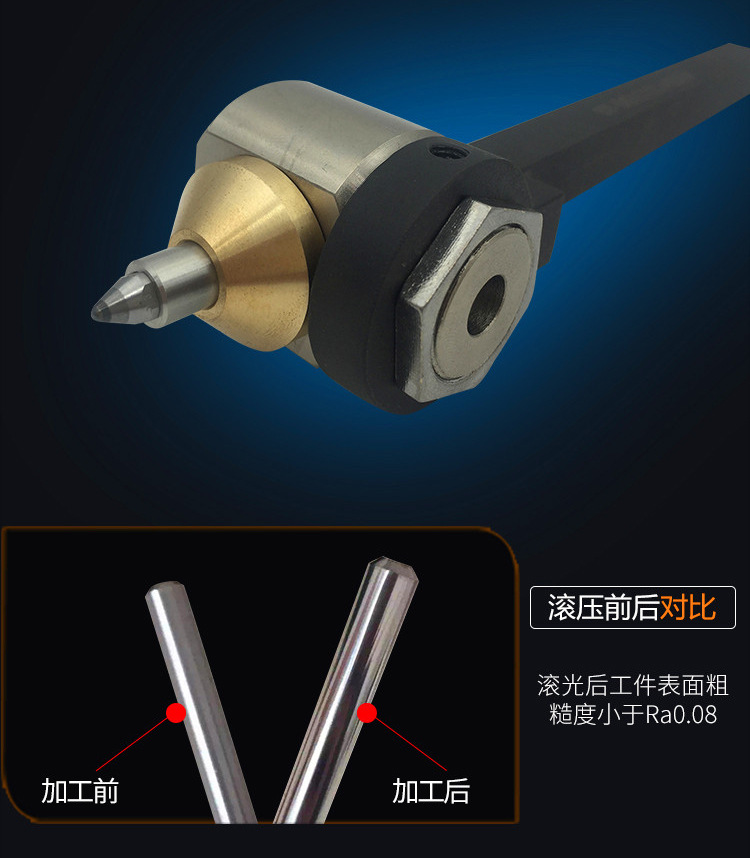
可转向头部
可换向金刚石(钻石)滚压刀头部可旋转
正负90°可调,满足任意滚压角度加工

光滑表面
可提升光洁度2-3个等级(和前一道工序有关系),比如:前一道工序的光洁度是Ra3.2,用我们的金刚石滚压刀可到达Ra0.4-Ra0.8.
寿命更长
通过旋转金刚石(钻石)可多个点挤压使用,金刚石头子的寿命大约在4273KM,但具体根据工件情况而定,材料越硬寿命越短磨损越快。

滚压刀工作解剖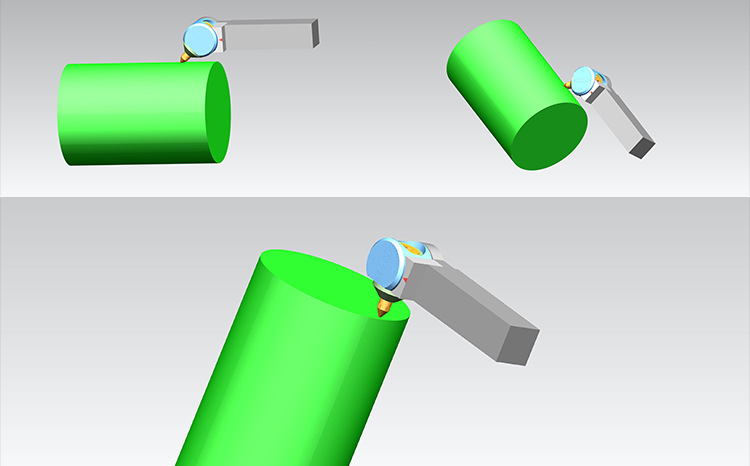
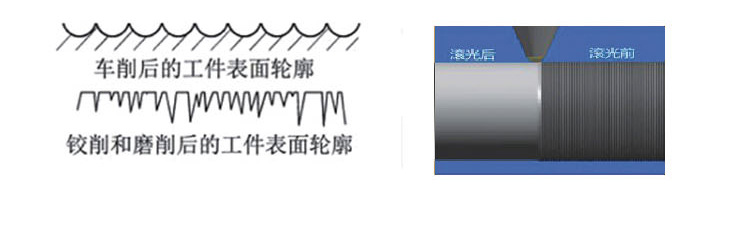
钻石滚光原理
在显微镜下工件在切削的过程中刀具刀尖会在表面残留像台阶一样的走刀痕迹,金刚石在弹簧力的作用下在工件表面上滑动过程中克服材料的屈服点,使材料表面产生塑性变形,强迫走刀痕迹的*高点流入到*低点,从而得到一个平整光滑的镜面。材料在滚光的过程中由于塑性变形会产生硬化处理,从而提高工件表面的疲劳强度。要达到*佳挤光效果,工件的上一道切削工序表面光洁度应约为
RZ15um 以内。
 优点:
优点:
1.滚光刀滚光取代了传统的二次加工, 比如打磨抛光 珩磨 研磨
2.滚光比研磨 珩磨操作更光洁环保,不产生 切削碎料
3.滚光后工件表面的光洁度达到 Rz1.0 微米 以下的粗糙度
4.滚压后改进了尺寸精度的控制~公差在 0.01
毫米或更小的范围中调整
5.表面滚光后硬度增强~提高 10%或更高
6.挤光后疲劳寿命提高 300%或更高
7.滚光刀滚光后能消除刀具残留痕迹和微 小的表面缺陷
8.滚光刀滚光工艺与其他抛光镜面工艺相比, 具有生产效率更快,成本更低,抛光面更 加平整,尺寸精度控制和终饰及加工硬 化数秒完成
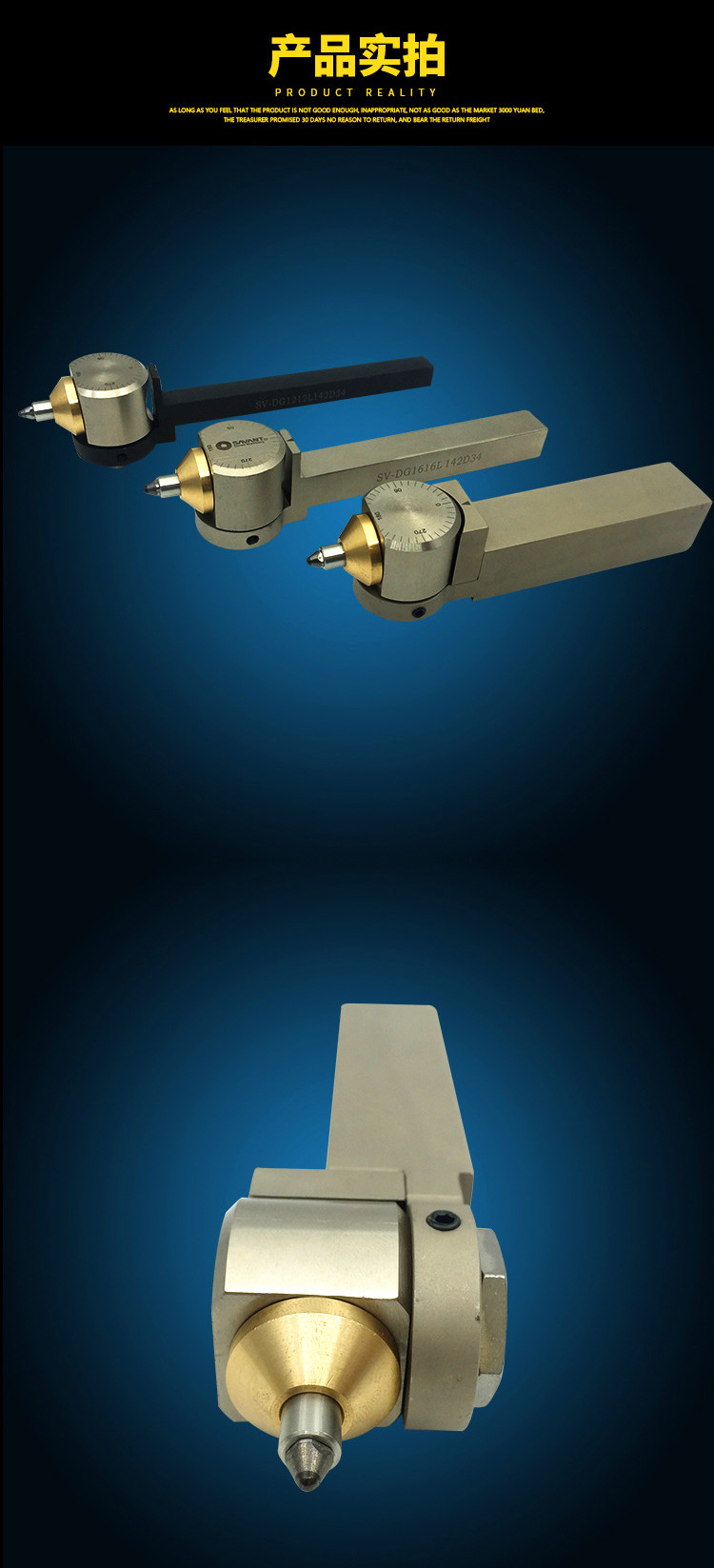
产品说明
注意事项
在开始试刀的时候,可降低切削速度进行测试,进给速度可以保持不变。在不利于滚压的条件下进行加工,如高强度材料,或润滑不足的情况下,应降低切削速度。











我是采购商/买家
发布采购需求,免费帮您挑选优质企业
最新供应
上海汽车空调焓差实验室原厂家 诚信互利 上海弗有冷热控制技术供应天津耐腐蚀通引风机规格 南通通惠风机供应家具木材烘干安装 杭州太克干燥设备供应南京室内除甲醛上门服务 江苏正建工程管理咨询供应南京建筑工程监理资质 江苏正建工程管理咨询供应重庆除甲醛 江苏正建工程管理咨询供应智能农药saas 上海深益 上海深益信息科技供应江门电力绝缘导线采购 广州番禺电缆集团供应江苏485智能电表工厂 浙江施王物联科技供应宁波壁挂智能电表好不好 浙江施王物联科技供应深圳m20防水插头定制 诚信服务 深圳市宝鑫林供应江门4.8寸模组代理商 深圳市信一微科技供应贵州防火篷布 推荐咨询 东莞市汇元篷布制品供应超声波摩托车线束焊接机多少钱 工厂直供 深圳鼎威超声波机电设备供应深圳原子吸收光度计 深圳普分科技供应漳州变压吸附制氮按需定制 南通亚泰工程技术供应广州强力气动吸盘生产厂家 深圳市力铭工业科技供应CPU滴胶卡防摔耐用 深圳市建和伟业智能卡技术供应嘉兴高架全钢地板多少钱 江苏天律地板供应西藏生物实验室仪器设备销售 成都华诚仪器供应苏州精轧镀铜钢带制造厂 抱诚守真 常州衡泰电器供应杭州运动服数码印花急单 服务为先 杭州依翰丝绸文化创意供应广州品牌复合材料哪里有卖的 江苏一瑞达复合材料技术供应江西FRP送排风连接管件价格 南京海世欧环保科技供应广州钢筋工找活直招 建安汇招工找活平台供应镇江电气无尘室装修单位 杭州聚佰净净化工程供应安徽18650锂电池 上海继嗯电池供应贵州历史悠久53度酱香酒厂家价格 服务为先 补台酒业供应福建紧定螺钉 嘉兴奥展实业供应内开内倒窗价格 浙江研和新材料股份供应